
Page 61 - Jubibroschuere_2019
P. 61
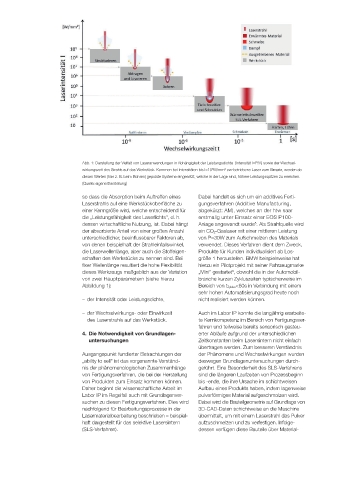
Abb. 1: Darstellung der Vielfalt von Laseranwendungen in Abhängigkeit der Leistungsdichte (Intensität I=P/A) sowie der Wechsel-
wirkungszeit des Strahls auf das Werkstück. Kommen bei Intensitäten bis I=10 W/mm cw-betriebene Laser zum Einsatz, werden ab
6
2
diesen Werten (hier z. B. beim Bohren) gepulste Systeme eingesetzt, welche in der Lage sind, höhere Leistungsspitzen zu erreichen.
(Quelle: eigene Darstellung)
so dass die Absorption beim Auftreffen eines Dabei handelt es sich um ein additives Ferti-
Laserstrahls auf eine Werkstückoberfläche zu gungsverfahren (Additive Manufacturing,
einer Kenngröße wird, welche entscheidend für abgekürzt: AM), welches an der htw saar
die „Leistungsfähigkeit des Laserlichts“, d. h. erstmalig unter Einsatz einer EOS P100-
dessen wirtschaftliche Nutzung, ist. Dabei hängt Anlage angewandt wurde . Als Strahlquelle wird
5
der absorbierte Anteil von einer großen Anzahl ein CO 2-Gaslaser mit einer mittleren Leistung
unterschiedlicher, beeinflussbarer Faktoren ab, von P=30W zum Aufschmelzen des Materials
von denen beispielhaft der Strahleinfallswinkel, verwendet. Dieses Verfahren dient dem Zweck,
die Laserwellenlänge, aber auch die Stoffeigen- Produkte für Kunden individualisiert ab Los-
schaften des Werkstücks zu nennen sind. Bei größe 1 herzustellen. BMW beispielsweise hat
fixer Wellenlänge resultiert die hohe Flexibilität hierzu ein Pilotprojekt mit seiner Fahrzeugmarke
dieses Werkzeugs maßgeblich aus der Variation „Mini“ gestartet , obwohl die in der Automobil-
6
von zwei Hauptparametern (siehe hierzu branche kurzen Zykluszeiten typischerweise im
Abbildung 1): Bereich von t Zyklus<60s in Verbindung mit einem
sehr hohen Automatisierungsgrad heute noch
– der Intensität oder Leistungsdichte, nicht realisiert werden können.
– der Wechselwirkungs- oder Einwirkzeit Auch im Labor IP konnte die langjährig erarbeite-
des Laserstrahls auf das Werkstück. te Kernkompetenz im Bereich von Fertigungsver-
fahren und teilweise bereits sensorisch gesteu-
4. Die Notwendigkeit von Grundlagen- erter Abläufe aufgrund der unterschiedlichen
untersuchungen Zeitkonstanten beim Lasersintern nicht einfach
übertragen werden. Zum besseren Verständnis
Ausgangspunkt fundierter Betrachtungen der der Phänomene und Wechselwirkungen wurden
„ability to sell“ ist das vorgenannte Verständ- deswegen Grundlagenuntersuchungen durch-
nis der phänomenologischen Zusammenhänge geführt. Eine Besonderheit des SLS-Verfahrens
von Fertigungsverfahren, die bei der Herstellung sind die längeren Laufzeiten von Prozessbeginn
von Produkten zum Einsatz kommen können. bis -ende, die ihre Ursache im schichtweisen
Daher beginnt die wissenschaftliche Arbeit im Aufbau eines Produkts haben, indem lagenweise
Labor IP im Regelfall auch mit Grundlagenver- pulverförmiges Material aufgeschmolzen wird.
suchen zu diesen Fertigungsverfahren. Dies wird Dabei wird die Bauteilgeometrie auf Grundlage von
nachfolgend für Bearbeitungsprozesse in der 3D-CAD-Daten schichtweise an die Maschine
Lasermaterialbearbeitung beschrieben – beispiel- übermittelt, um mit einem Laserstrahl das Pulver
haft dargestellt für das selektive Lasersintern aufzuschmelzen und zu verfestigen. Infolge-
(SLS-Verfahren). dessen verfügen diese Bauteile über Material-