
Page 143 - HTW_25_Jahre_Forschung
P. 143
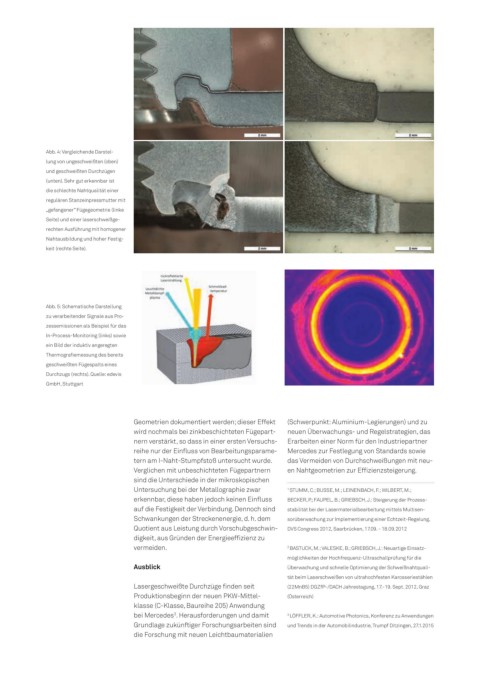
Abb. 4: Vergleichende Darstel-
lung von ungeschweißten (oben)
und geschweißten Durchzügen
(unten). Sehr gut erkennbar ist
die schlechte Nahtqualität einer
regulären Stanzeinpressmutter mit
„gefangener“ Fügegeometrie (linke
Seite) und einer laserschweißge-
rechten Ausführung mit homogener
Nahtausbildung und hoher Festig-
keit (rechte Seite).
Abb. 5: Schematische Darstellung
zu verarbeitender Signale aus Pro-
zessemissionen als Beispiel für das
In-Process-Monitoring (links) sowie
ein Bild der induktiv angeregten
Thermografiemessung des bereits
geschweißten Fügespalts eines
Durchzugs (rechts). Quelle: edevis
GmbH, Stuttgart
Geometrien dokumentiert werden; dieser Effekt (Schwerpunkt: Aluminium-Legierungen) und zu
wird nochmals bei zinkbeschichteten Fügepart- neuen Überwachungs- und Regelstrategien, das
nern verstärkt, so dass in einer ersten Versuchs- Erarbeiten einer Norm für den Industriepartner
reihe nur der Einfluss von Bearbeitungsparame- Mercedes zur Festlegung von Standards sowie
tern am I-Naht-Stumpfstoß untersucht wurde. das Vermeiden von Durchschweißungen mit neu-
Verglichen mit unbeschichteten Fügepartnern en Nahtgeometrien zur Effizienzsteigerung.
sind die Unterschiede in der mikroskopischen
Untersuchung bei der Metallographie zwar 1 STUMM, C.; BUSSE, M.; LEINENBACH, F.; WILBERT, M.;
erkennbar, diese haben jedoch keinen Einfluss BECKER, P.; FAUPEL, B.; GRIEBSCH, J.: Steigerung der Prozess-
auf die Festigkeit der Verbindung. Dennoch sind stabilität bei der Lasermaterialbearbeitung mittels Multisen-
Schwankungen der Streckenenergie, d. h. dem sorüberwachung zur Implementierung einer Echtzeit-Regelung,
Quotient aus Leistung durch Vorschubgeschwin- DVS Congress 2012, Saarbrücken, 17.09. - 18.09.2012
digkeit, aus Gründen der Energieeffizienz zu
vermeiden. 2 BASTUCK, M.; VALESKE, B.; GRIEBSCH, J.: Neuartige Einsatz-
möglichkeiten der Hochfrequenz-Ultraschallprüfung für die
Ausblick Überwachung und schnelle Optimierung der Schweißnahtquali-
tät beim Laserschweißen von ultrahochfesten Karosseriestählen
Lasergeschweißte Durchzüge finden seit (22MnB5) DGZfP-/DACH Jahrestagung, 17.-19. Sept. 2012, Graz
Produktionsbeginn der neuen PKW-Mittel- (Österreich)
klasse (C-Klasse, Baureihe 205) Anwendung
bei Mercedes . Herausforderungen und damit 3 LÖFFLER, K.: Automotive Photonics, Konferenz zu Anwendungen
3
Grundlage zukünftiger Forschungsarbeiten sind und Trends in der Automobilindustrie, Trumpf Ditzingen, 27.1.2015
141 die Forschung mit neuen Leichtbaumaterialien