
Page 142 - HTW_25_Jahre_Forschung
P. 142
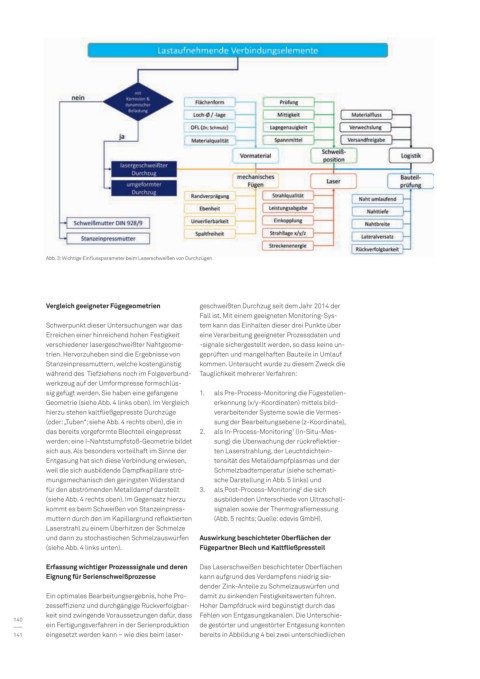
Abb. 3: Wichtige Einflussparameter beim Laserschweißen von Durchzügen
Vergleich geeigneter Fügegeometrien geschweißten Durchzug seit dem Jahr 2014 der
Fall ist. Mit einem geeigneten Monitoring-Sys-
Schwerpunkt dieser Untersuchungen war das tem kann das Einhalten dieser drei Punkte über
Erreichen einer hinreichend hohen Festigkeit eine Verarbeitung geeigneter Prozessdaten und
verschiedener lasergeschweißter Nahtgeome- -signale sichergestellt werden, so dass keine un-
trien. Hervorzuheben sind die Ergebnisse von geprüften und mangelhaften Bauteile in Umlauf
Stanzeinpressmuttern, welche kostengünstig kommen. Untersucht wurde zu diesem Zweck die
während des Tiefziehens noch im Folgeverbund- Tauglichkeit mehrerer Verfahren:
werkzeug auf der Umformpresse formschlüs-
sig gefügt werden. Sie haben eine gefangene 1. als Pre-Process-Monitoring die Fügestellen-
Geometrie (siehe Abb. 4 links oben). Im Vergleich erkennung (x/y-Koordinaten) mittels bild-
hierzu stehen kaltfließgepresste Durchzüge verarbeitender Systeme sowie die Vermes-
(oder: „Tuben“; siehe Abb. 4 rechts oben), die in sung der Bearbeitungsebene (z-Koordinate),
das bereits vorgeformte Blechteil eingepresst 2. als In-Process-Monitoring (In-Situ-Mes-
1
werden; eine I-Nahtstumpfstoß-Geometrie bildet sung) die Überwachung der rückreflektier-
sich aus. Als besonders vorteilhaft im Sinne der ten Laserstrahlung, der Leuchtdichtein-
Entgasung hat sich diese Verbindung erwiesen, tensität des Metalldampfplasmas und der
weil die sich ausbildende Dampfkapillare strö- Schmelzbadtemperatur (siehe schemati-
mungsmechanisch den geringsten Widerstand sche Darstellung in Abb. 5 links) und
für den abströmenden Metalldampf darstellt 3. als Post-Process-Monitoring die sich
2
(siehe Abb. 4 rechts oben). Im Gegensatz hierzu ausbildenden Unterschiede von Ultraschall-
kommt es beim Schweißen von Stanzeinpress- signalen sowie der Thermografiemessung
muttern durch den im Kapillargrund reflektierten (Abb. 5 rechts; Quelle: edevis GmbH).
Laserstrahl zu einem Überhitzen der Schmelze
und dann zu stochastischen Schmelzauswürfen Auswirkung beschichteter Oberflächen der
(siehe Abb. 4 links unten). Fügepartner Blech und Kaltfließpressteil
Erfassung wichtiger Prozesssignale und deren Das Laserschweißen beschichteter Oberflächen
Eignung für Serienschweißprozesse kann aufgrund des Verdampfens niedrig sie-
dender Zink-Anteile zu Schmelzauswürfen und
Ein optimales Bearbeitungsergebnis, hohe Pro- damit zu sinkenden Festigkeitswerten führen.
zesseffizienz und durchgängige Rückverfolgbar- Hoher Dampfdruck wird begünstigt durch das
keit sind zwingende Voraussetzungen dafür, dass Fehlen von Entgasungskanälen. Die Unterschie-
140
ein Fertigungsverfahren in der Serienproduktion de gestörter und ungestörter Entgasung konnten
141 eingesetzt werden kann – wie dies beim laser- bereits in Abbildung 4 bei zwei unterschiedlichen